Produit
Boîte en carton de 250 x 200 x 50 mm.
Besoin existant
Le client a installé une ligne de production composée d’une encaisseuse, alimentée par le produit de deux sites robotisés d’encaissage appartenant à deux lignes différentes.
Pour absorber les effets des arrêts non programmés de l’encaisseuse, le client disposait d’une personne par équipe pour ramasser les caisses sortant des installations d’encaissage robotisées, les séparer et les réintroduire dans le circuit.
Le système existant ne permettait pas d’équilibrer l’alimentation des produits depuis les robots d’encaissage jusqu’à l’encaisseuse, affectant ainsi l’efficacité des deux lignes de production.
Solution proposée
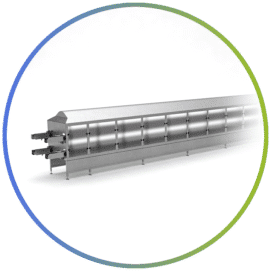
Nous avons proposé l’installation d’un régulateur dynamique de flux multiple (DFR-ML), composé de deux dispositifs fusionnés en une seule structure et conçu pour gérer les produits provenant de chaque installation d’encaissage robotisée de façon indépendante.
La solution proposée permet d’absorber automatiquement les arrêts non programmés de l’encaisseuse, grâce à une accumulation dynamique de produits allant jusqu’à 3 minutes.
Par ailleurs, l’action conjointe des deux régulateurs équilibre le rythme d’alimentation des produits des deux installations d’encaissage robotisées à l’encaisseuse.
Améliorations obtenues
- Élimination de la manutention manuelle des caisses en cas d’arrêt de l’encaisseuse et réduction du coût total de la production.
- Légère amélioration de l’efficacité par la régulation proportionnelle du flux de produits depuis les deux robots d’encaissage vers l’encaisseuse.
Points clés
RÉDUCTION DES COÛTS – RÉGULATION DES FLUX
*REMARQUE: pour des raisons de confidentialité, certains détails du projet sont omis